

联系我们1

衬塑管道【不锈钢衬塑管】大量现货
更新时间:2024-12-27 19:38:04 浏览次数:18 公司名称:洛阳 纵横机械制造有限公司
| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |
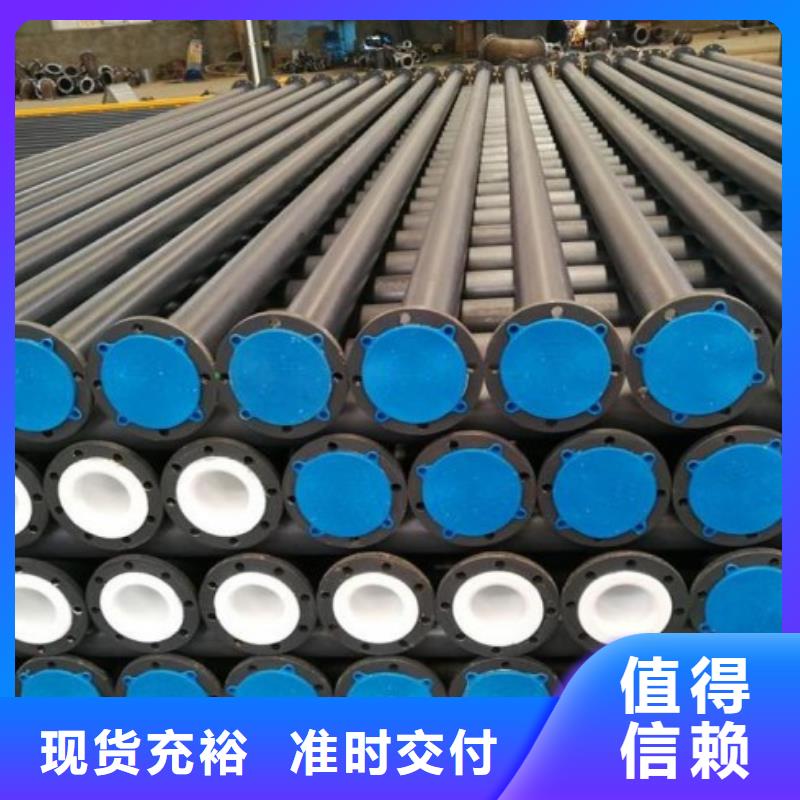



煤化工专用衬塑管道钢衬耐磨聚丙烯(PP)管道
性能:介质工作温度:-25℃~+110℃介质工作压力:正压-25MPa,常温下负压为94Pa典型应用:适用于腐蚀性流体介质及工业纯水、化学纯水、离子水、无离子水的输送,使用寿命比不锈钢长,煤化工专用衬塑管道可替代不锈钢管,比衬胶管,玻璃钢管寿命更长。耐腐蚀性:除浓硝酸、发烟硫酸、 等强氧化性酸外,煤化工专用衬塑管道能耐大多数的有机和无机酸、碱、盐,对应力腐蚀的抗蚀性良好,煤化工专用衬塑管道能耐10%以下的硝酸、甲酸、醋酸,36%以下的盐酸,20%以下的氢溴酸、稀 、各种浓度的碳酸、硼酸、丁酸、碱及绝大多数盐、.、空气、NH3、CO2、CO、NO2、HCL等气体的腐蚀。 多功能大型钢塑复合管机,一次成型元按缝,正宗紧衬工艺,平整坚固永不脱落。煤化工专用衬塑管道广泛用于石油化工制药食品环保、电力等领域。
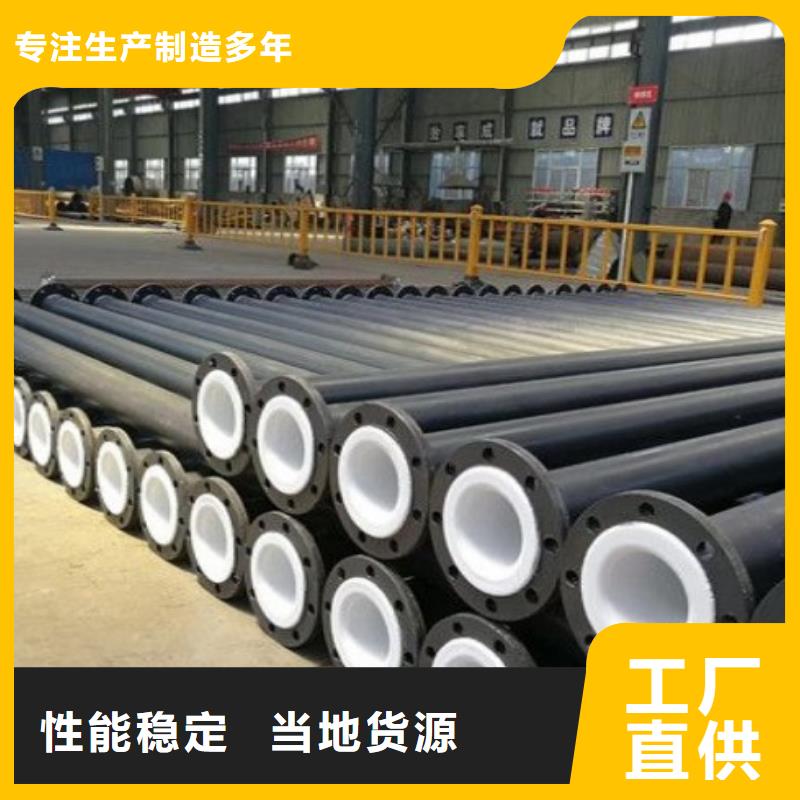
煤化工专用衬塑管道钢衬高分子聚乙稀(PE)管道介绍:
性能:介质工作温度:-25℃~+75℃(改性聚乙烯工作 温度-105℃)介质工作压力:正压-25MPa,常温下负压为75KPa耐腐蚀性:对非氧化性酸(如盐酸、稀硫酸、 )、稀硝酸、碱和盐溶液都有良好的耐蚀性,但不耐浓硝酸、浓硫酸 和其他强氧化剂的腐蚀。对有机溶剂、常温下一般腐蚀性良好。典型应用:适用于一般腐蚀性液体介质输送,煤化工专用衬塑管道更适用于生活用水和饮用冷热水的输送,输水时,不影响水质,符合食品卫生要求,钢耐磨高密度聚乙烯管可广泛用于固液浆体如煤炭、矿砂的输送。本品大型多功能复合管机制造,一次成型无接缝,平整坚固永不脱落。煤化工专用衬塑管道广范用于石油化工制药电力自来水环保等行业。
煤化工专用衬塑管道厂家介绍:
洛阳纵横机械制造有限公司是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。
煤化工专用衬塑管道企业致力于环保节能新型产品的开发、研究与应用,专业生产电厂防腐管道,矿山耐磨管道,引水管道 耐腐蚀管道等。煤化工专用衬塑管道产品分为衬胶系列、衬塑系列,3PE系列等防腐耐磨系列产品,煤化工专用衬塑管道生产厂家并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
煤化工专用衬塑管道厂区坐落于飞机场工业园区,占地50多亩,厂房面积8000多平方米,固定员工百余人,高薪技术员30人,煤化工专用衬塑管道产品已覆盖国内三十多个省市,远销十多个 和地区,煤化工专用衬塑管道多年来受到国内外客户的一致好评和赖。


钢衬塑管道的生产工艺是热滚塑工艺,还有一种管道也叫衬塑管,但它的制作工艺是喷涂,二者的区别很大,前者的内衬层较厚,厚度不会低于3mm,主要应用在化工行业,后者的内衬层只有不到1mm,非常的薄,主要是民用输水管道,用在建筑行业,由于名字较为相似因此被很多人误以为二者是一种东西,其实不然,在这里向大家澄清一下,前者是化工专用钢衬塑管道,后者是民用镀锌衬塑管,当然在价格上也会有很大差别。 钢衬塑管道生产工艺主要流程
钢衬塑管道流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
钢衬塑管道文字说明
壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
打磨除锈处理
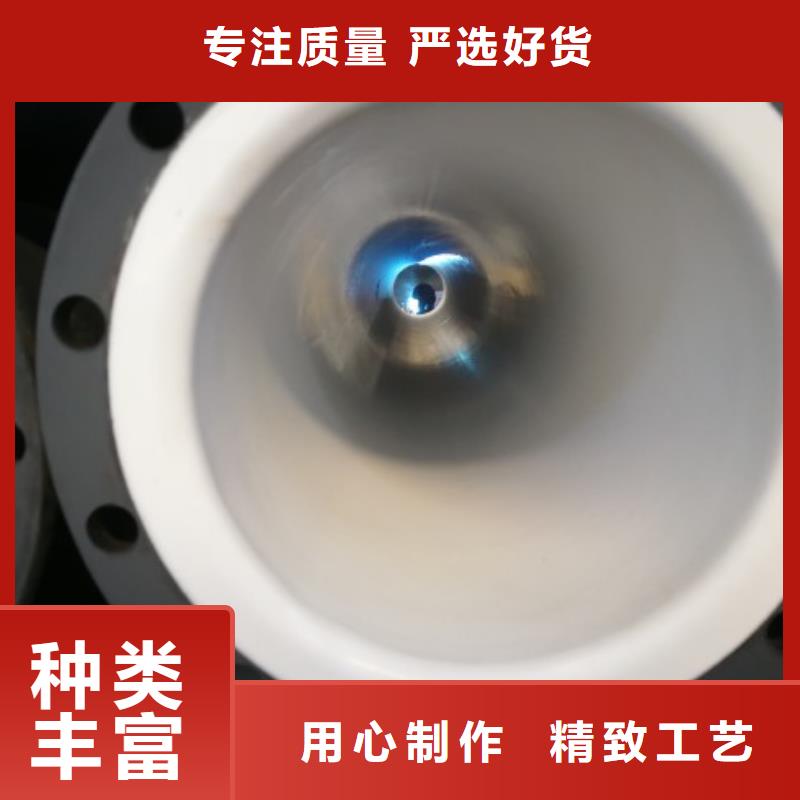
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。



纵横机械制造有限公司科研力量雄厚,拥有一支经验丰富、富有创新能力的 江苏南京衬四氟管技术研发团队,以多年自主知识产权的工业自动化控制技术为基础,为客户提供优质的 江苏南京衬四氟管产品和解决方案,并形成安装、调试、运行维护、技术升级、远程数据分析等一系列配套服务。



衬塑管道的生产工艺是热滚塑工艺,还有一种管道也叫衬塑管,但它的制作工艺是喷涂,二者的区别很大,前者的内衬层较厚,厚度不会低于3mm,主要应用在化工行业,后者的内衬层只有不到1mm,非常的薄,主要是民用输水管道,用在建筑行业,由于名字较为相似因此被很多人误以为二者是一种东西,其实不然,在这里向大家澄清一下,前者是化工专用钢衬塑管道,后者是民用镀锌衬塑管,当然在价格上也会有很大差别。 钢衬塑管道生产工艺主要流程
钢衬塑管道流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
钢衬塑管道文字说明
壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。


